EN
EN
 AR
AR
 BG
BG
 HR
HR
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 UK
UK
 HU
HU
 TH
TH
 TR
TR
 GA
GA
 BE
BE
 BN
BN

Redacción técnica para aplicaciones de reactivos
En los campos de la síntesis química, la investigación y el desarrollo farmacéuticos, la preparación de nuevos materiales y la ingeniería de productos químicos especializados, las cubas de reacción constituyen equipos centrales para los procesos. Sin embargo, muchas empresas enfrentan con frecuencia los siguientes dilemas en la producción real: la imposibilidad de supervisar visualmente el proceso de reacción, lo que provoca una calidad inconsistente entre lotes; medios corrosivos que representan una amenaza grave para la vida útil del equipo; una precisión insuficiente en el control de la temperatura, lo que incrementa la formación de subproductos; y dificultades en la validación de la limpieza, afectando el cumplimiento de las Buenas Prácticas de Manufactura (GMP), entre otros problemas. Cuando los departamentos de marketing y ventas se comunican con los clientes, el valor más crucial que deben transmitir no es simplemente «enumerar parámetros técnicos», sino más bien «cómo nuestro equipo resuelve con precisión los puntos críticos del proceso del cliente».
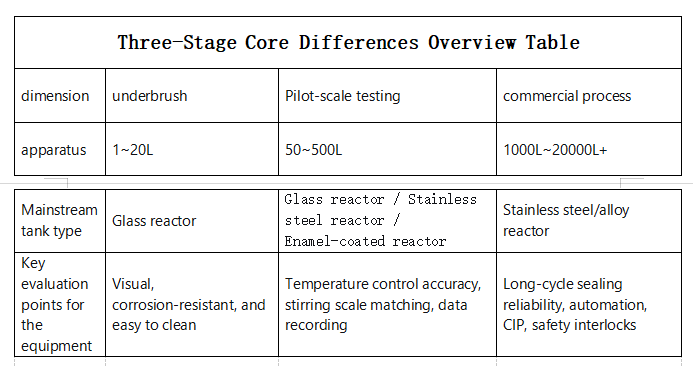
I. Etapa piloto (1 L–30 L) — Exploración y verificación
Requisitos fundamentales del cliente:
Baja demanda de estabilidad absoluta (se permite la intervención manual); se requieren múltiples experimentos bajo diversos factores condicionales para identificar los parámetros óptimos del proceso.
Flexibilidad y rapidez: ajuste frecuente de las condiciones de reacción, incluidas la temperatura, la presión, el modo de alimentación y la velocidad de agitación.
Supervisión visual del proceso: observación de fenómenos clave como cambios de color, formación de precipitados, generación de burbujas y estratificación por emulsificación.
Limpieza sencilla y prevención de la contaminación cruzada: limpieza rápida entre lotes para evitar interferencias causadas por materiales residuales.
Margen de seguridad: pérdidas controlables incluso en caso de ebullición violenta o desbordamiento de material.
Para abordar el problema de que el personal de I+D no pueda observar ni modificar claramente los procesos:
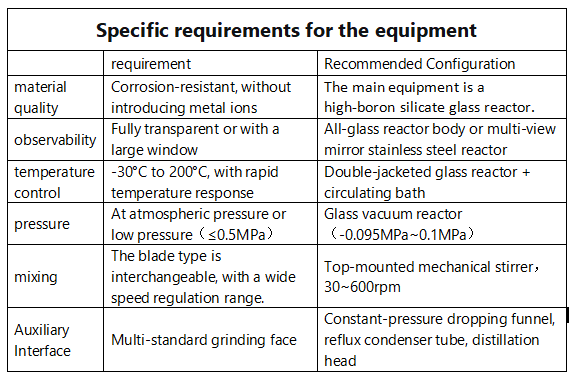
1) La transparencia total garantiza una visibilidad completa durante todo el proceso de reacción, eliminando la necesidad de «adivinanzas basadas en cajas negras»: los cambios de color, la precipitación de cristales y la separación de fases/emulsificación son todos claramente observables.
2) Excepcionalmente resistente a la corrosión, con prácticamente ninguna limitación de material; resistente a ácidos fuertes (ácido clorhídrico, ácido nítrico, agua regia) y disolventes orgánicos, sin introducir iones metálicos.
3) Diseño modular que permite un uso multifuncional en un solo reactor, compatible con los modos de goteo a presión constante, reflujo, destilación y separación de agua, con conmutación rápida de módulos para adaptarse a diversas rutas sintéticas.
4) Limpieza rápida con bajo riesgo de contaminación cruzada: la superficie de vidrio es lisa y carece de zonas muertas, lo que permite confirmar visualmente su limpieza y reduce significativamente los intervalos entre lotes.
II. Etapa de escala piloto (50 L–500 L): escalado y validación
Preocupación principal del cliente: La prueba a escala piloto representa la primera vez que el equipo opera bajo cargas de proceso reales. La mayor preocupación del cliente es que, si bien la prueba a escala de laboratorio se completa en 2 horas, la prueba a escala piloto requiere 5 horas; además, no se observan subproductos en la prueba a escala de laboratorio, mientras que en la prueba a escala piloto se detectan impurezas significativas. Esta discrepancia suele derivarse de diferencias en la eficiencia de mezcla y en la capacidad de transferencia de calor.
1) Escalado fiable del proceso: Los resultados obtenidos en condiciones de laboratorio permanecen estables al escalar el proceso, sin una disminución significativa del rendimiento.
2) Consistencia entre lotes: Los resultados muestran una variación mínima en 3–5 lotes consecutivos. 3) Controlabilidad del proceso: Se registran y rastrean parámetros como la temperatura, la presión, el pH y el par de torsión.
4) Verificación de seguridad: Evaluar la velocidad de liberación de calor, el volumen de liberación de gases y la zona muerta de agitación.
5) Estimación de costes: Evaluación preliminar del coste unitario, el consumo energético y las horas de mano de obra.
Resolución de los problemas de «rendimiento reducido e inestabilidad lote a lote»:
- Consistencia lote a lote en condiciones operativas reales: desviación estándar relativa (RSD) de los parámetros clave en cinco lotes consecutivos ≤ 5 %, con informe de ensayo de uniformidad térmica adjunto;
- Diseño de extensión visual: un cristal de zafiro instalado en el recipiente del reactor de acero inoxidable permite observar el nivel del líquido, la espuma y los patrones de agitación incluso bajo alta presión.
- Selección flexible de materiales para abordar los retos de corrosión a escala piloto: disponible en versiones de acero inoxidable 316L, Hastelloy, esmaltado o revestido con PTFE, con conmutación sin interrupciones entre medios y soporte para ensayos de rendimiento mediante probetas fabricadas con el mismo material.
4) Los parámetros cumplen con los requisitos de las Buenas Prácticas de Manufactura (GMP) y los requisitos reglamentarios en materia de trazabilidad: el PLC registra automáticamente las curvas de temperatura, presión, velocidad de rotación y par, con capacidad de exportación mediante USB para satisfacer las necesidades de informes de proceso y cumplimiento reglamentario.
III. Etapa de producción industrial (1000 L – 20 000 L+; reactor de acero inoxidable)
Resolución de los desafíos de «estabilidad a largo plazo, cumplimiento normativo y bajo mantenimiento»:
- Diseño de funcionamiento sin fallos a largo plazo: sellos mecánicos de doble extremo más sistema de circulación de fluido sellante, con una vida útil diseñada ≥10 años, garantizando un funcionamiento continuo sin fugas durante miles de horas.
- 2) Automatización integral del proceso y bloqueos de seguridad: monitorización integrada mediante SCD de temperatura, presión, peso, pH y corriente de mezcla, con alivio automático ante sobrepresión o sobrecalentamiento y parada automática.
- 3) Solución eficiente de transferencia de calor y ahorro energético: camisa + serpentín interno + combinación de media tubería, que reduce el consumo de vapor o agua de refrigeración por lote entre un 15 % y un 30 %. *
- Limpieza verificable mediante CIP/SIP: las esferas de pulverización cubren todas las áreas sin zonas muertas; la rugosidad de la superficie interna Ra ≤ 0,4 μm; proporciona datos de conductividad para la verificación de la limpieza.
- Funcionamiento intuitivo y sustitución rápida de piezas de desgaste: las válvulas de bola o diafragma montadas en la parte inferior permiten sustituir el cierre mecánico sin desmontar el motor; los planes de vida útil de las piezas de repuesto se proporcionan con antelación.