Production chimique sûre et efficace grâce à l'innovation
L'ammoniac est un ingrédient clé lors de la production d'engrais, de médicaments et d'autres produits industriels. Cependant, les méthodes de production d'ammoniac peuvent être coûteuses et dangereuses, que ce soit pour l'extraction de la terre ou pour leur libération. Introduisons le réacteur à ammoniaque, une innovation moderne conçue pour produire de l'ammoniac de manière efficace et sécurisée. Aujourd'hui, je vais vous parler des avantages et de certaines des utilisations d'un réacteur à ammoniaque, ainsi que de quelques normes principales qu'il doit respecter lorsqu'on envisage d'en acheter un.
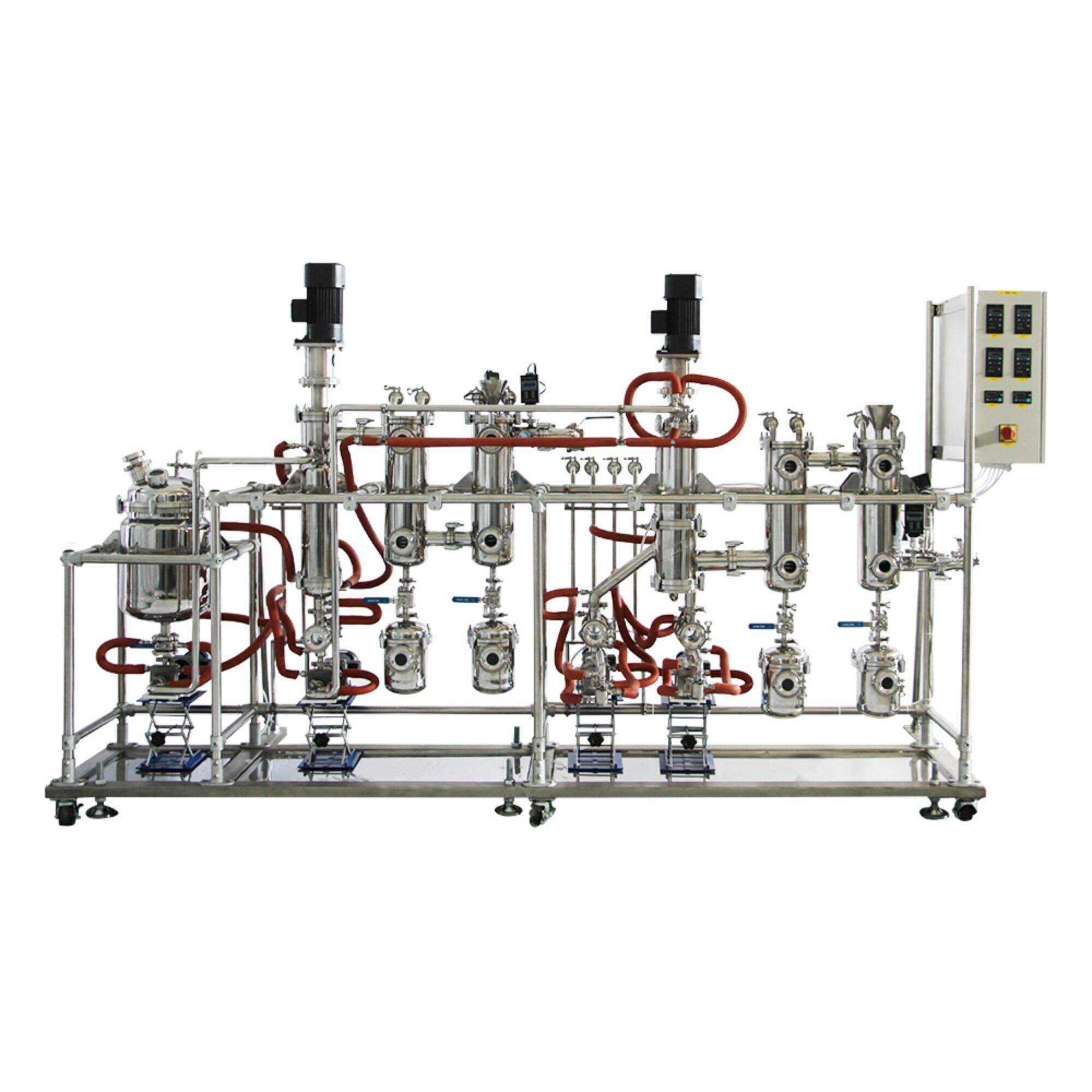
Les réacteurs à ammoniac sont spécialement conçus pour faciliter le processus de synthèse d'ammoniac, impliqué dans la combinaison d'azote et d'hydrogène sous haute pression et température. Réacteur à ammoniac - Avantages Les principaux avantages d'un réacteur à ammoniac sont :
Temps de production plus long et coûts réduits - c'est également l'un des avantages lorsque vous utilisez un réacteur à ammoniac, car il peut aider à produire de grandes quantités d'ammoniac beaucoup plus rapidement.
Sécurité - Les méthodes conventionnelles de production d'ammoniac utilisent des produits chimiques toxiques et inflammables qui mettent en danger les travailleurs du laboratoire et posent également des risques pour la protection de l'environnement. Les réacteurs à ammoniac diffèrent également de l'unité HTC en ce sens que les catalyseurs et matériaux sont beaucoup plus sûrs et moins toxiques.
Avantages environnementaux - Comparé à la fabrication traditionnelle, l'empreinte environnementale des réacteurs à ammoniac est plus petite : ils nécessitent moins d'énergie et rejettent moins de contaminants dans l'atmosphère.
L'apparition des réacteurs à ammoniaque représente une percée dans le domaine de la production chimique. Jusqu'à présent, la synthèse d'ammoniaque nécessitait un réacteur puissant qui était sujet à la corrosion et aux pannes. En revanche, les catalyseurs à état solide et les matériaux de construction des réacteurs à ammoniaque sont plus sûrs, ainsi que bien plus durables et efficaces.
L'une de ces innovations inclut l'utilisation de systèmes d'automatisation et de contrôle dans les réacteurs à ammoniaque, qui permettent de suivre immédiatement les données sur le processus de production et de les contrôler lorsque nécessaire. Cela garantit ainsi une qualité uniforme et réduit les risques d'erreurs ou d'accidents.
La sécurité est l'un des aspects les plus importants lors de la manipulation de produits chimiques dangereux ; par conséquent, les réacteurs d'ammoniac sont conçus avec soin. Un réacteur d'ammoniac doit être équipé de dispositifs de sécurité tels que des vannes de décharge de pression et d'une mise en veille automatique en cas d'urgence pour garantir une exploitation sûre. De plus, les opérateurs doivent porter un équipement de protection individuelle approprié et être formés à la manipulation du réacteur.
Les étapes à suivre avant de faire fonctionner un réacteur d'ammoniac incluent - le chargement du catalyseur, la purge du système et l'initiation de la réaction. Il est important de suivre fidèlement les instructions du fabricant et les protocoles de sécurité afin d'éviter les accidents ou de nuire aux performances.
L'achat d'un réacteur d'ammoniac n'est pas une petite affaire, ce qui signifie que le produit doit être parfait pour vous sous tous ses aspects. Il est essentiel pour les acheteurs de vérifier qu'ils respectent les normes de l'industrie telles que l'ISO 9001, et au Royaume-Uni - ISO 14001, qui assurent la Gestion de la Qualité et la Responsabilité Environnementale.
De plus, les fabricants doivent fournir un service et un support complets, y compris l'installation, la formation/entretien, ainsi que le dépannage. Un bon fabricant vous offrira également des garanties et une assistance technique, afin que votre réacteur à ammoniac fonctionne correctement dans les meilleures conditions.
Nous sommes un pionnier mondial en matière d'innovation technologique, de recherche et développement (R et D) ainsi que de modernisation technologique. Nous intégrons continuellement des technologies avancées internationales tout en menant sans cesse des innovations indépendantes et des améliorations technologiques. Nous avons mis en place des laboratoires communs avec des instituts de recherche tels que l'Institut de réacteurs à ammoniac de l'industrie chimique de Shanghai et l'Université des sciences et technologies d'Asie orientale. Ces laboratoires s'efforcent de fournir à nos clients les solutions et produits les plus compétitifs.
En tant qu'entreprise cotée en bourse avec un soutien financier stable, nous disposons d'une capacité éprouvée de développement de réacteurs à ammoniac. Nous resterons fidèles à notre philosophie axée sur le marché et poursuivrons activement l'innovation produit afin de créer de la valeur pour nos clients et nos employés.
Nous proposons une gamme de réacteurs à ammoniac comprenant des équipements en verre ainsi que des dispositifs de régulation de température, de réaction et de distillation. Notre gamme de produits est conçue pour répondre aux exigences de divers secteurs industriels. Grâce à un réseau de plusieurs stations de service, nous offrons à nos clients des services et des produits scientifiques « tout-en-un », accompagnés d’un soutien technique rapide après-vente tout au long du cycle d’utilisation.
Nos produits assistent des entreprises réputées spécialisées dans les réacteurs à ammoniac dans plus de 100 pays et régions à travers le globe, ce qui nous a valu une reconnaissance et une confiance largement répandues. Nous nous engageons à améliorer continuellement nos produits et services en réponse aux retours de nos clients.
Réacteur d'ammonium Les domaines d'application du réacteur d'ammonium sont variés et incluent :
Production d'engrais - L'ammoniac est important pour les engrais azotés, et l'utilisation de réacteurs à ammoniac aide à optimiser leur fabrication, ce qui permet de gagner du temps et de l'argent.
Production pharmaceutique - L'ammoniac est utilisé dans l'industrie pour la fabrication de nombreux médicaments, car les réacteurs à ammoniac opèrent à des états d'oxydation élevés, garantissant une bonne qualité avec un minimum de niveaux d'impuretés et de risques de contamination.
Processus industriels : L'ammoniac est utilisé dans diverses opérations d'installations industrielles telles que la réfrigération, le traitement de l'eau et la métallurgie. Des réacteurs à ammoniaque peuvent être mis en œuvre pour améliorer l'efficacité et réduire certains coûts liés à ces processus.

 EN
EN
 AR
AR
 BG
BG
 HR
HR
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 UK
UK
 HU
HU
 TH
TH
 TR
TR
 GA
GA
 BE
BE
 BN
BN