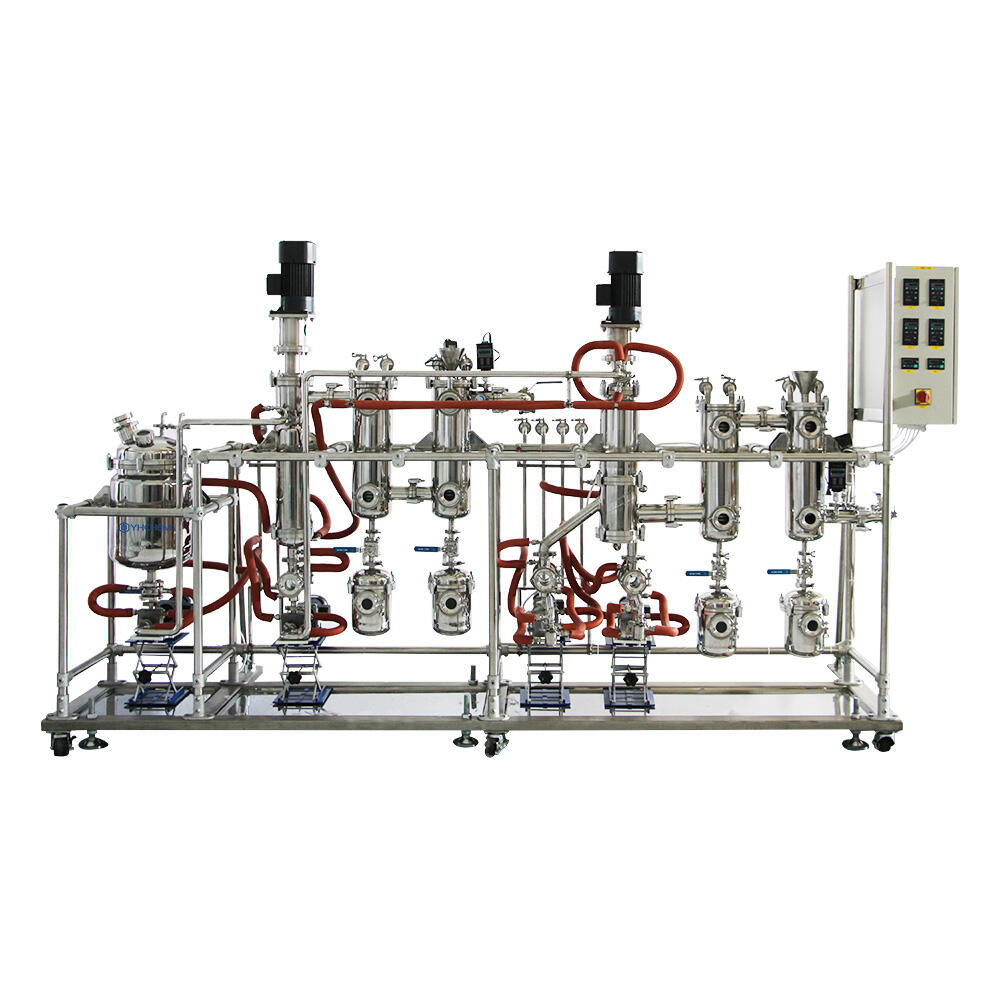
Przykładem naczynia reakcyjnego, który jest przydatnym narzędziem w produkcji chemikaliów w fabryce, jest reaktor o pojemności 100L. Ten reaktor, zaprojektowany przez YHCHEM, ma wiele funkcji ułatwiających produkowanie wysokiej jakości i zapewnianie ich prawidłowego działania. Tutaj dowiemy się więcej o jego działaniu i sposobach jego zastosowania do różnych zadań.
Reaktor o pojemności 100 litrów to mocne i uniwersalne naczynie procesowe, które może być wykorzystywane w wielu procesach chemicznych. Ma zdolność przechowywania 100 litrów materiału, co umożliwia produkcję dużych ilości produktów jednocześnie. To pozwala firmom na zwiększenie produkcji bez konieczności zakupu wielu małych reaktorów. Urządzenie o pojemności 100L doskonale utrzymuje stałą temperaturę, co pozwala na szybszą produkcję lepszej jakości produktów.

Naczynie reakcyjne o pojemności 100L jest idealnym reaktorem do pracy z dużymi objętościami substancji, które chcemy wyzwolić na powierzchni roboczej. Może zostać przekształcone w różne rzeczy, takie jak leki i plastiki. Jego solidny projekt i unikalne funkcje czynią je doskonałym zarówno dla badań, jak i dla fabryk. Jeśli zajmujesz się produkcją leków, żywności lub chemikaliów, reaktor o pojemności 100L może spełnić wszystkie Twoje wymagania.

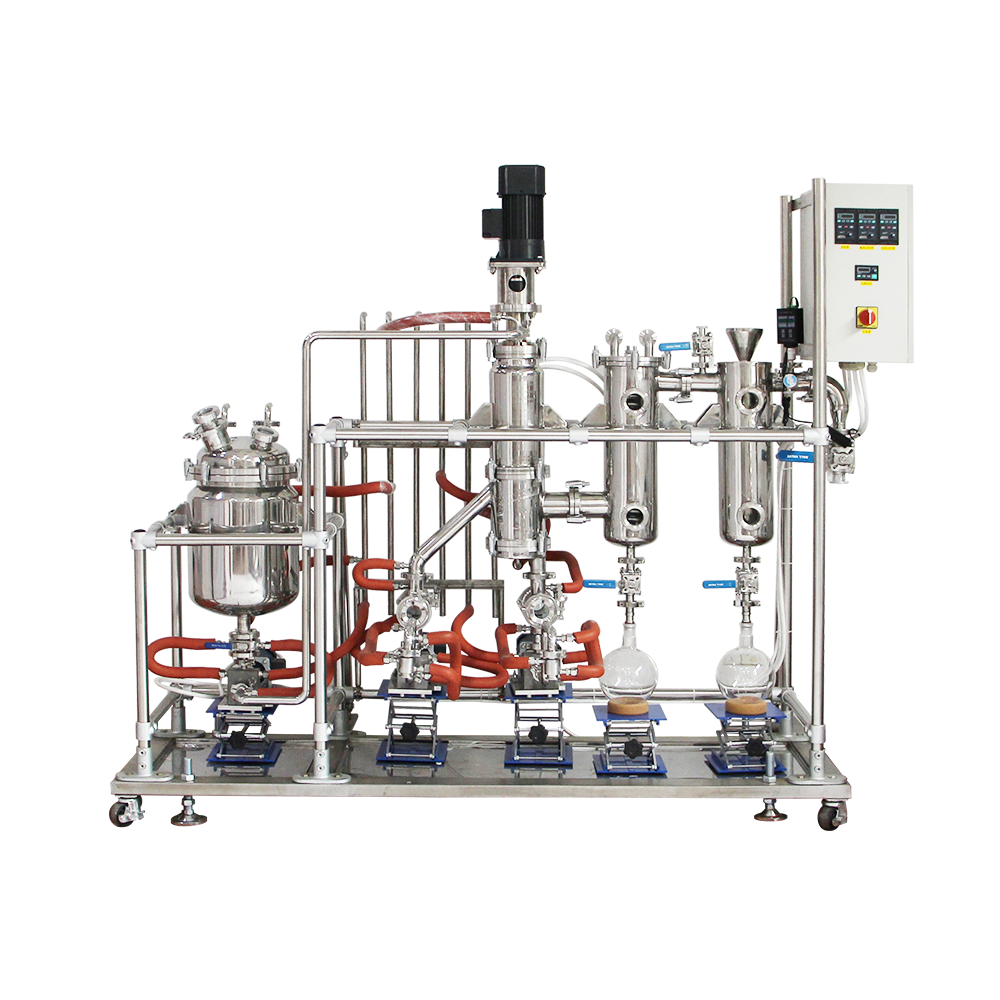
Jedną z przyjemnych cech reaktora o pojemności 100L jest system sterowania. Ten system służy do monitorowania i dostosowywania kluczowych parametrów, takich jak temperatura i ciśnienie. Oznacza to, że produkty są bardziej spójne, a mniej jest odpadów. Elementy bezpieczeństwa reaktora chronią przed wypadkami i dbają o bezpieczeństwo pracowników. Łatwy w konfiguracji i może współpracować z innym sprzętem.

Przedsiębiorstwa mogą poprawić swoją produkcję dzięki wykorzystaniu reaktora o pojemności 100L. System sterowania umożliwia pracownikom kontrolowanie kluczowych wskaźników podczas pracy. Pozwala im to ustalić, jak szybko wprowadzić zmiany w celu uzyskania lepszych wyników. Więcej produktów, w krótszym czasie, lepszej jakości, co oszczędza pieniądze i utrzymuje ich konkurencyjność — gdy wszyscy się powiodą, wszyscy są bezpieczniejsi. Reaktor 100L jest doskonałą opcją dla każdego przedsiębiorstwa chcącego uzyskać przewagę dzięki niezawodnej wydajności: Dane obiektu Dane obiektu Dane obiektu Dane obiektu.
Jako firma pomyślnie wpisana na giełdę dysponujemy stabilnym wsparciem finansowym oraz kompetencjami w zakresie rozwoju reaktora o pojemności 100 L. Będziemy dalej kierować się filozofią zorientowaną na rynek i wspierać innowacje produktowe, tworząc wartość dla naszych klientów oraz pracowników.
Nasza oferta obejmuje szeroką gamę kategorii produktów, w tym urządzenia do destylacji z regulacją temperatury destylacji, sprzęt laboratoryjny ze szkła, dostosowany do potrzeb różnych gałęzi przemysłu. Dzięki liczbie stacji serwisowych oferujemy klientom kompleksowe usługi związane z produktami naukowymi oraz zapewniamy terminową pomoc techniczną i wsparcie posprzedażowe na każdym etapie współpracy z nimi – od zakupu reaktora 100 L po jego eksploatację.
Jesteśmy światowym pionierem w zakresie innowacji technologicznych oraz modernizacji technologii badań i rozwoju (R&D). Stałe wprowadzanie nowoczesnych technologii, uznawanych na arenie międzynarodowej, połączone z niezależnymi innowacjami i postępem technologicznym, stanowi naszą podstawową strategię. Założyliśmy wspólne laboratoria we współpracy z instytutami badawczymi, takimi jak Szanghajski Instytut Badań Przemysłu Chemicznego oraz Laboratorium Technologii Naukowych Chin Wschodnich wyposażone w reaktor o pojemności 100 litrów. Laboratoria te są dedykowane dostarczaniu klientów najbardziej konkurencyjnych produktów i rozwiązań.
Nasze produkty są stosowane przez setki renomowanych firm posiadających reaktory o pojemności 100 litrów w ponad 100 krajach i regionach na całym świecie, zdobywając szerokie uznanie i zaufanie. Kierując się oczekiwaniami klientów, stale doskonalimy nasze produkty i usługi, poświęcając się zapewnieniu naszym partnerom większej wartości i wyższych zwrotów z inwestycji.

 EN
EN
 AR
AR
 BG
BG
 HR
HR
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 UK
UK
 HU
HU
 TH
TH
 TR
TR
 GA
GA
 BE
BE
 BN
BN