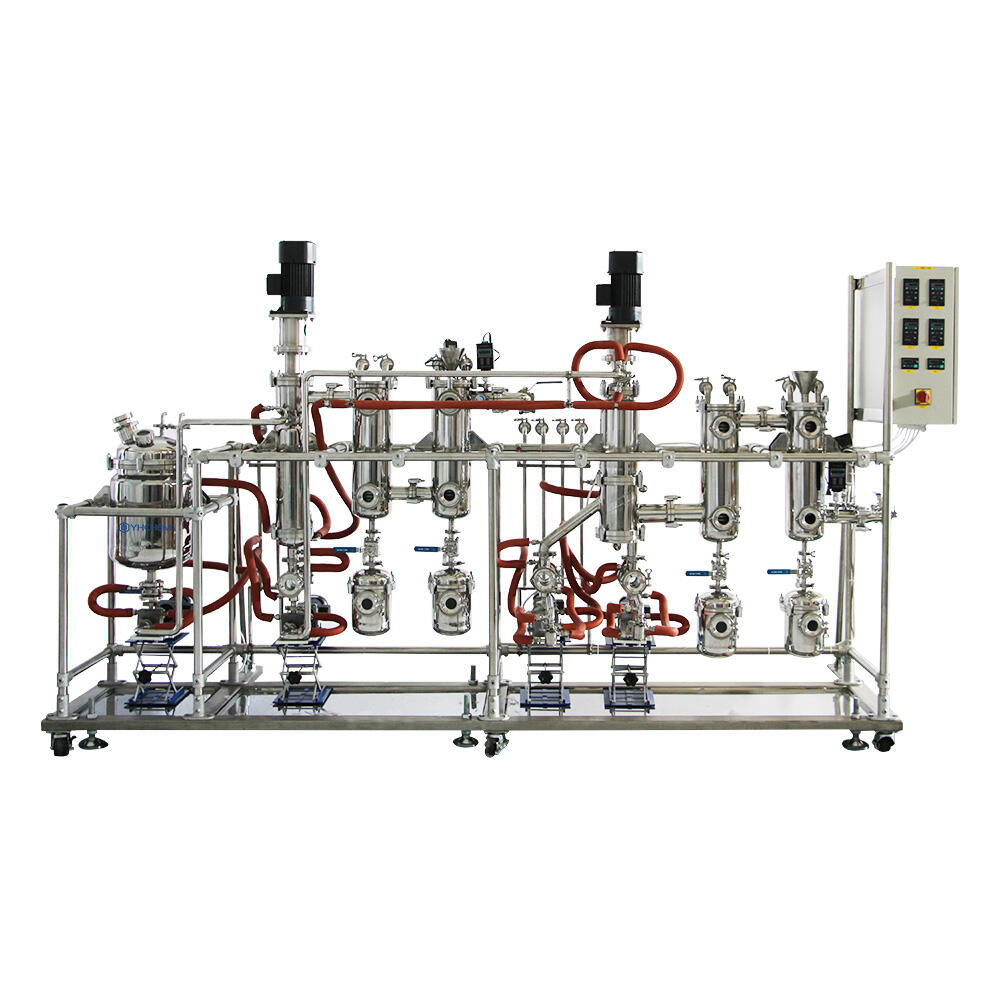
An example of a reaction vessel that is a useful tool in the manufacture of chemicals at a factory is the 100L reactor. This reactor, designed by YHCHEM, has a lot of features that aid in you making things well and ensuring they work well. Here, we will find out more about its operation and how it can be used for various tasks.
The 100 L reactor, is a strong and versatile process vessel that can be used in many chemical processes. It has a capability of holding 100 liters of material, so it can produce a lot of products at one time. This enables companies to produce more without having to purchase numerous small reactors. The 100L machine also does a really nice job of maintaining the temperature consistently to make better products faster.

The 100L ce reaction vessel is the ideal reactor when working with large volumes of substances you want to liberate on a work surface. It can be turned into all sorts of things, like drugs and plastics. Its rugged design and unique features make it excellent for research as well as factories. If you are in the business of manufacturing medicines, food, or chemicals, the 100L reactor can meet all your requirements.

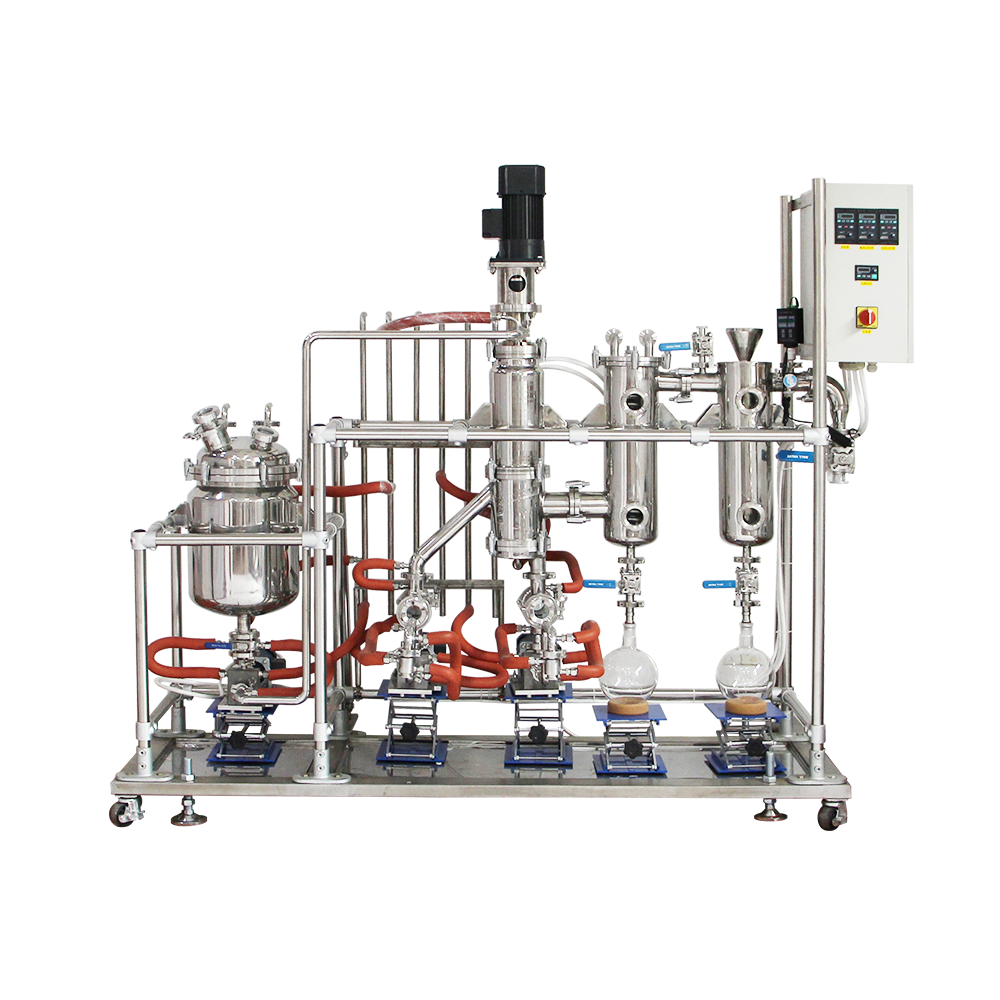
One nice thing about the 100L reactor is the control system. This system is used to monitor and adjust vital things like temperature and pressure. That means the products that are made are more consistent and there’s less waste. Safety features on the reactor guard against accidents and protect workers. Easy to change and can work with other equipment.

Companies can have their production better by utilizing 100L reactor. The control system lets workers keep an eye on vital metrics as they work. This enables them to figure out how to change things up fast to get better. More product, in less time, of better quality, which saves money and keeps them competitive — when everyone succeeds, everyone is safer. The 100L is a great option for any company looking to get ahead with reliable performance:Object dataObject dataObject dataObject dataObject.
As a company has been listed successfully have a stable financial support 100l reactor development capability. We will adhere the market-driven philosophy and continue push product innovation to create worth for our customers and employees.
Our product line encompasses range of categories, including distillation temperatures, distillation, glassware instruments, catering to the demands of a variety of industries. With number of services stations, We offer our customers scientific all-in-one products services and provide timely technical support and after-sales support all way 100l reactor their journey.
We are world pioneer in technological innovation, R and D technology upgrades. We constantly introducing modern technologies are internationally advanced while performing independent innovation and technological advancements. We set up joint laboratories in conjunction with research institutes like the Shanghai Chemical Industry Research Institute and the East China 100l reactor of Science Technology. These labs are dedicated to offering customers the most competitive products and solutions.
Our products served hundreds well-known 100l reactorin over 100 countries and regions across globe, earning large recognition and trust. We guided by customer requirements we constantly improve products and services, devoted to providing greater value and returns for our clients.

 EN
EN
 AR
AR
 BG
BG
 HR
HR
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 UK
UK
 HU
HU
 TH
TH
 TR
TR
 GA
GA
 BE
BE
 BN
BN