One of the most interesting methods applied for separation and purification is done through Molecular distillation technology using gentle heat with a low pressure. This advanced technology has huge advantages in terms of identifying and collecting essential items like oiles, waxes etc safely and efficiently as well. More about molecular distillation technology - benefits, advancements, precautions to avoid safety hazards and related uses in the world, modes of operation with quality criteria and extended applications.
The ability of molecular distillation technology to be used for laboratory and industrial applications has numerous benefits. This technology has been used in ccp films, labels and liners for tamper evidence because of one major advantage; it runs at lower temperatures & pressures than conventional methods this means less chance of thermal damage to the product being heat welded. Second, it results in a larger amount of pure substances reducing the pressure (reduces solvent air), shorting processing time and minimizing heat exposure. Finally, this is ideal for the spaced isolation of heat-sensitive materials such as oil and wax that can not be absorbed by normal distillation techniques.

Molecular distillation - using technology to improve the process_metricsThe introduction of molecular distillation and advancements in that technological have forever changed how we undergo the instrument, making operational purification now available on a micro-scale.transformed with continuous improvement through tech Among the pioneering, change-making methodologies is continuous seamless production that eradicates any interruptions and downtime. In contrast to other distillation method which is batch-wise, this continuous process has a stable and higher output quality. The technology has also brought short-path distillation and wiped film evaporation systems for higher kind of products with minimum degradation.
Secure Due to Molecular Distillation Technology
Safety is prioritized when it comes to laboratory and industrial matters, which molecular distillation technology also seeks to uphold. The elimination of volatile solvents such as hexane, with associated health risks for workers in protein processing plants. It also prevents accidents when distillation in extreme temperatures.

Based on the huge application needs of micro-distillation technology. This technology has a significant impact on various industries described separation of volatile compounds and fractional distillation (of fats, oils an waxes). It is also used in the purification of essential oils and fragrances, refining biodiesel, and recycling industrial waste. Additionally, it remains a top choice for manufacturing ultra-pure extracts and distillates-such as best-selling products THC vaporizer cartridges or CBD oil-as well as other cannabis compounds.
How to Move the Molecular Distillation Technology
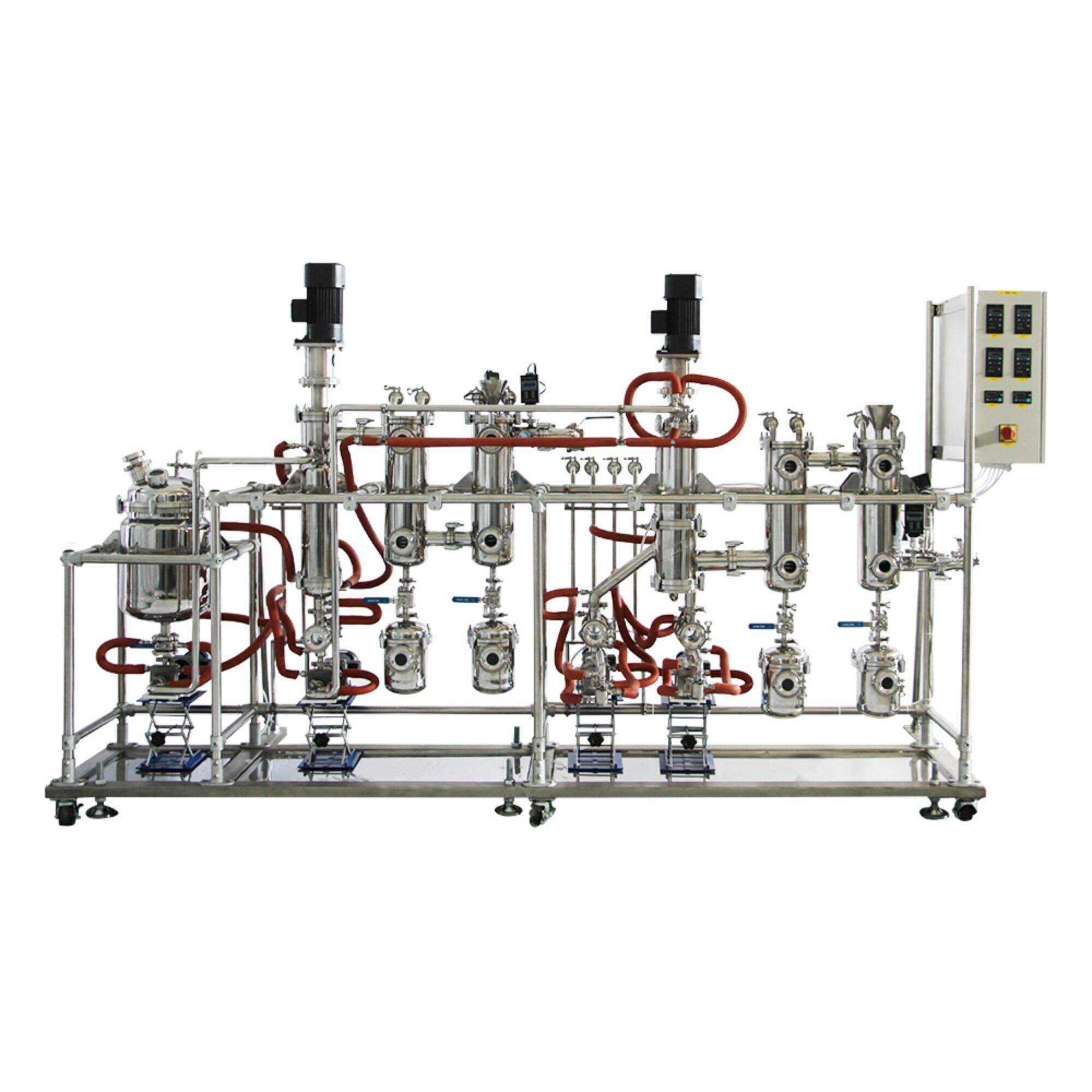
The technology of using molecular distillation is easy because it does not require any special skills. Loading the raw materials into a feed tank, and pumping it up to an evaporation heating zone. The vapour is then condensed in the distillation system, producing a final product.

The Molecular distillation technology offers an exemplary service delivery and quality assurance throughout the process of distillation. Every component of the process is meticulously crafted to adhere to clients expectations and give out high grade output with product degradation kept at bay.
As successfully listed company a solid financial Molecular distillation technology and sustainable development capacity. We will adhere the market-driven principles drive continuous product innovations increase worth for our customers employees.
We have world-class technological innovation R and D capabilities across the globe, Molecular distillation technology introduction international high-tech technologies conducting continuous independent innovation and technological upgrades. Through collaborations with well-known research institutions like Shanghai Chemical Industry Research Institute and East China University Science and Technology We have established joint laboratories, committed to providing our customers the most competitive solutions products.
Our products have assisted thousands well-known businesses more than 100 countries well as regions throughout Molecular distillation technology, gaining the trust of many recognitions. We're committed to improving our products and services according to the feedback of our customers.
We provide a range of products include glassware, Molecular distillation technology control, distillation reaction instruments. Our product line is specifically designed to meet the needs different industries. With a variety of service supply stations, we offer customers scientific all-in-one products services that provide prompt technical support as well after-sales services throughout their use.
The versatility of molecular distillation technology is also applicable to a compendium of industries. In food/beverage application for steam distillation of botanical extracts, coffee oils and beer esters. We use this technology for purifying Omega 3 and Omega 6 fatty acids (pharmaceutical grade), Vit E etc, which is a must in pharmaceuticals It also helps to separate the crude oil and in refining lubricating oils used by petrochemical industry.

 EN
EN
 AR
AR
 BG
BG
 HR
HR
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 UK
UK
 HU
HU
 TH
TH
 TR
TR
 GA
GA
 BE
BE
 BN
BN