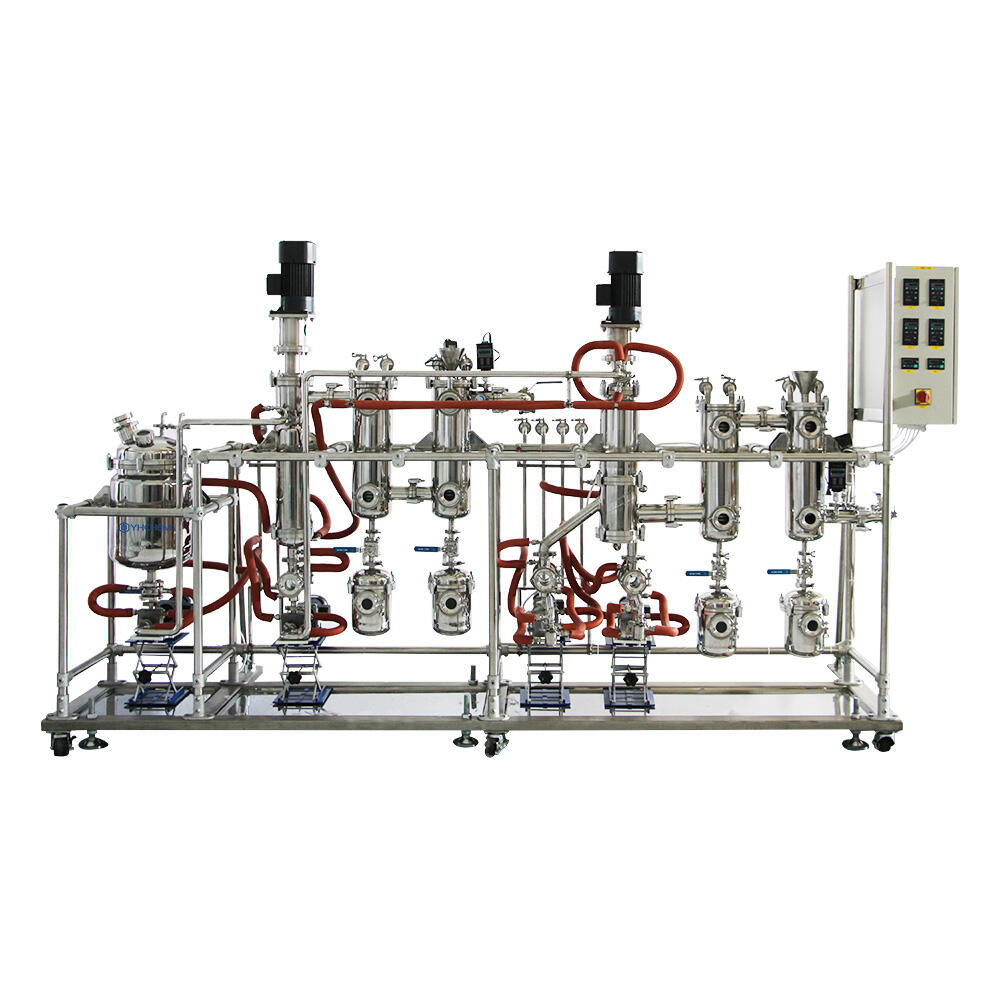
Um exemplo de um vaso de reação que é uma ferramenta útil na fabricação de produtos químicos em uma fábrica é o reator de 100L. Este reator, projetado pela YHCHEM, possui muitos recursos que ajudam você a fabricar bem e garantir que tudo funcione corretamente. Aqui, vamos descobrir mais sobre seu funcionamento e como ele pode ser usado para várias tarefas.
O reator de 100 litros é um vaso de processo forte e versátil que pode ser usado em muitos processos químicos. Ele tem capacidade de armazenar 100 litros de material, então pode produzir muitos produtos de uma só vez. Isso permite que empresas produzam mais sem precisar comprar vários reatores pequenos. A máquina de 100L também faz um ótimo trabalho ao manter a temperatura consistentemente para produzir produtos melhores e mais rapidamente.

O vaso de reação de 100L é o reator ideal ao trabalhar com grandes volumes de substâncias que você deseja liberar em uma superfície de trabalho. Ele pode ser transformado em várias coisas, como medicamentos e plásticos. Seu design robusto e recursos únicos o tornam excelente tanto para pesquisa quanto para fábricas. Se você está no ramo de fabricação de medicamentos, alimentos ou produtos químicos, o reator de 100L pode atender a todas as suas necessidades.

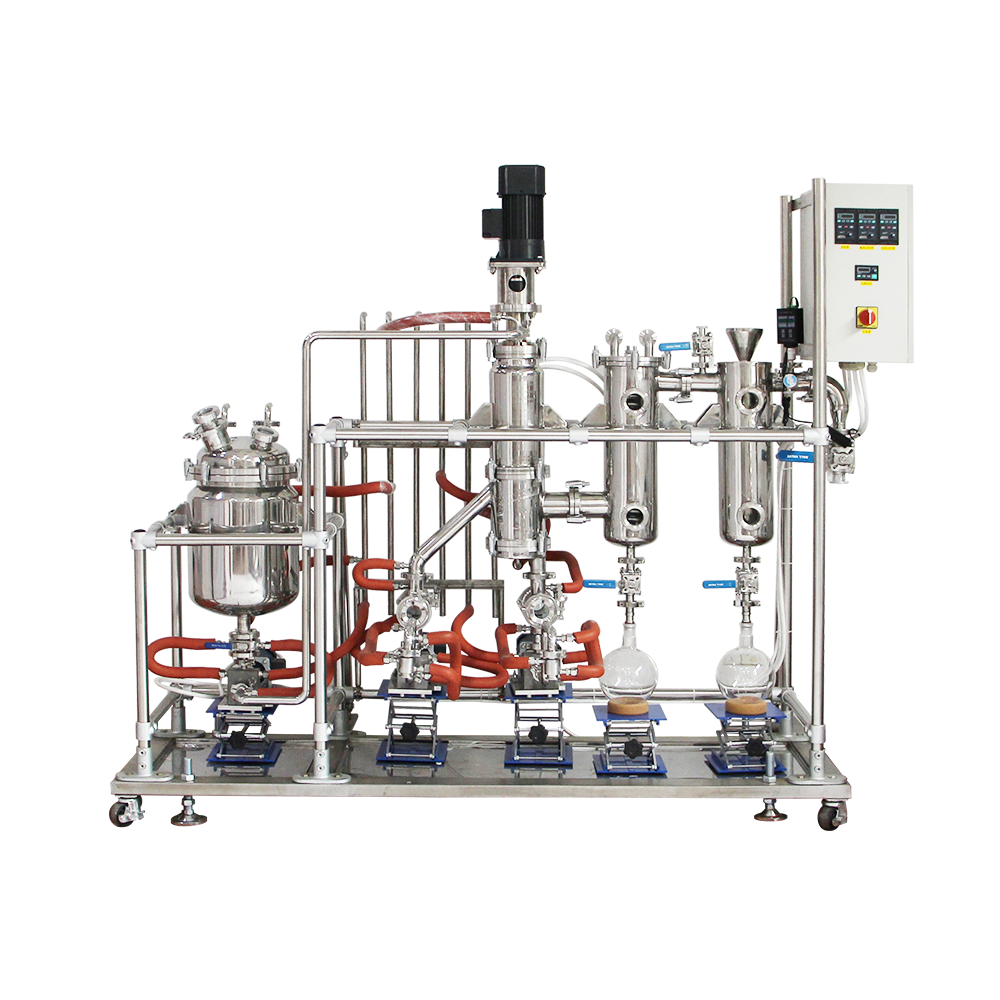
Uma coisa boa sobre o reator de 100L é o sistema de controle. Esse sistema é usado para monitorar e ajustar aspectos vitais, como temperatura e pressão. Isso significa que os produtos que são fabricados são mais consistentes e há menos desperdício. Os recursos de segurança do reator protegem contra acidentes e garantem a proteção dos trabalhadores. Fácil de adaptar e pode funcionar com outros equipamentos.

As empresas podem melhorar sua produção utilizando o reator de 100L. O sistema de controle permite que os trabalhadores monitorem métricas importantes enquanto trabalham. Isso possibilita a eles descobrir como ajustar rapidamente para melhorar. Mais produto, em menos tempo, de melhor qualidade, o que economiza dinheiro e mantém sua competitividade — quando todos conseguem sucesso, todos estão mais seguros. O reator de 100L é uma ótima opção para qualquer empresa que deseja se destacar com desempenho confiável: Dados do objetoDados do objetoDados do objetoDados do objeto.
Como empresa listada com sucesso, dispomos de um suporte financeiro estável e capacidade de desenvolvimento de reatores de 100 L. Adotaremos a filosofia orientada pelo mercado e continuaremos impulsionando a inovação de produtos para gerar valor para nossos clientes e colaboradores.
Nossa linha de produtos abrange diversas categorias, incluindo temperaturas de destilação, equipamentos para destilação e instrumentos de vidro, atendendo às demandas de uma variedade de setores industriais. Com um número significativo de estações de serviço, oferecemos aos nossos clientes soluções científicas completas (all-in-one) e prestamos suporte técnico oportuno, bem como assistência pós-venda ao longo de toda a jornada do cliente com o reator de 100 L.
Somos pioneiros mundiais em inovação tecnológica e em atualizações de tecnologia de pesquisa e desenvolvimento (P&D). Introduzimos constantemente tecnologias modernas internacionalmente avançadas, ao mesmo tempo que realizamos inovação independente e avanços tecnológicos. Estabelecemos laboratórios conjuntos em parceria com institutos de pesquisa, como o Instituto de Pesquisa da Indústria Química de Xangai e o reator de 100 L da Universidade de Ciência e Tecnologia da China Oriental. Esses laboratórios dedicam-se a oferecer aos clientes os produtos e soluções mais competitivos.
Nossos produtos atendem centenas de empresas renomadas com reator de 100 L em mais de 100 países e regiões ao redor do mundo, conquistando amplo reconhecimento e confiança. Guiados pelas necessidades dos clientes, melhoramos constantemente nossos produtos e serviços, comprometendo-nos a gerar maior valor e retorno para nossos clientes.

 EN
EN
 AR
AR
 BG
BG
 HR
HR
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 UK
UK
 HU
HU
 TH
TH
 TR
TR
 GA
GA
 BE
BE
 BN
BN