Безапаснае і эфектыўнае вырабленне хімічных рэчывін праз інавацыі
Аміяк — галоўны кампанент пры вырабленні дабрав, лекарстваў і іншых промысловых вытвораў. Але спосабы вырабу аміяку могуць быць каштованымі і небяспечнымі, абвінавачваючы яго выцягненне з Зямлі, як і спосабы яго вызвалення. Увайдзіце реактар аміяку, сучасную інавацыю, запранацяваную для вырабу аміяку ў эфектыўным і безапасным спосабе. Сёння я раскажу вам пра перавагі і некаторыя выкарыстанні реактара аміяку, а таксама пра некалькі галоўных норм, якія ён павінен паўніць, калі разглядаецца пазакупку.
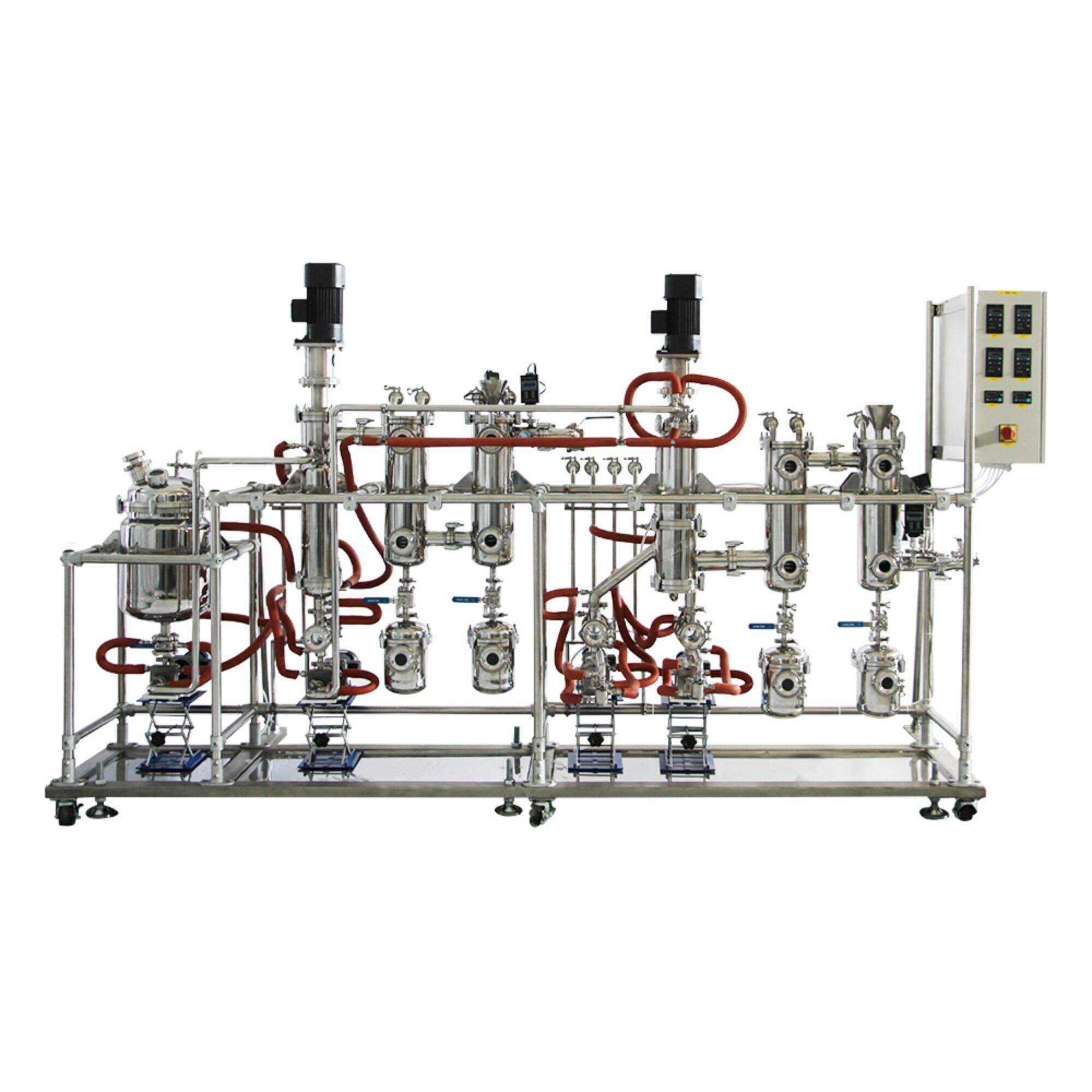
Реактары аміяка спецыяльна дызайнаваныя для таго, каб аблегчыць працэс сінтэза аміяка, які ўключает у себе злучэнне азоту і водароду пад высоцкім ціскам і температурай. Реактар аміяка - Перавагі Галоўныя перавагі реактара аміяка:
Вышэйшая час produkцыі і меншыя затраты - гэта адна з пераваг, калі вы карыстайце реактар аміяка, так як ён можа дапамагчы вырашыць вялікія колькасці аміяка за намнош часу.
Безпека - Традыцыйныя спосабы вытвору аміяка выкарыстоўваюць ядкі і хапальныя хімічныя рэчовіны, якія нябяспечную для працаўнікаў у лабараторыі, а таксама рыскуюць для аховы асяроддзя. Реактары аміяка адмінляюцца ад юніту HTC і ў іншым смысле - каталізатары і матэрыялы набага безпечней і менш ядкі.
Экалагічныя перавагі - У порівнянні з традыцыйным вытвору, экалагічны след реактараў аміяка меншы: ім патрэбна менш энергіі і выдыхаецца менш забрудненняў у атмасферу.
Пасляявленне аміячных рэактараў — гэта прарыв у галіне хімічнай вытворы. Дакладна, сінтэз аміяку патрабаваў високамагтнага рэакторнага судна, якое было падданае карозіі і ламанням. У супрацьлегласці, твердаземныя каталізатары і матэрыялы будаўніцтва аміячных рэактараў з’яўляюцца безпекшнейшымі, дaleй буйнымі і эфектыўнымі.
Адной з гэтых інавацый з’яўляецца выкарыстанне автаматызацыі і сістэм кантролю ў аміячных рэактарах, якія дазваляюць адзімаць даныя аб процесе вытвору незабаронна і кантруліраваць яго, калі неабходна. Такім чынам, забяспечваецца аднолькавая якасць і зменшваюцца шансы на памылкі ці несчастныя выпадкі.
Безопаснасць яўляецца адной з найважнейшых аспектаў пры працэі з няябяспечнымі хімічнымі рэчывінамі; таму, реактары амійка дэтальна прадуманыя. Реактар амійка павінен мець усталяваныя безапечныя прылады, такія як клапаны разгруження ціснення і аўтаматычнае выключэнне ў выпадку жаргучай сітуацыі, каб забяспечыць безапечную эксплуатацыю. Крыйка, аперацоры маюць намагчы персаналізаваную захопную экіпараваную, а таксама быць навучанымі ў працэсе ўжывання реактара.
Крокі, якія неабходна выканваць перш чым запускаць реактар амійка ўключаюць - завантажванне каталізатара, спыл сістэмы і пачатак рэакцыі. Важна строга слідуць інструкцыям вытворца і правілам безапаснасці, каб не спрычыніць аварыі ці не абвясліць перфарманс.
Пакупка реактара амійка не яляецца маленькім дзеяннем, што значыць, што продукт павінен быць ідэальным для вас у кожнай магчымай стужцы. Дазволена для купляльнікіў уважна прыглядацца на тое, ці дасталёгаюць яны прамысловым стандартам, такім як ISO 9001, і ў выпадку Вялікабрытаніі - ISO 14001, што забяспечвае Кіраўніцтво Якасці і Экалагічную Адпаведнасць.
Крічун, вытворнікі ўяўляюць забезпечыць повную сэрвісную абслугоўку і падтрымку, уключна ўсталяванне, навучанне\/абслугоўку, выяўленне працы. Добрае фабрыка таксама предаставіць вам гарантый і тэхнічную дапамогу, каб ваш рэактар аміякі працавал правільна ў найлепшых умовах.
Мы з'яўляемся сусветным піянерам у галіне тэхналагічных інавацый, НДДКР і тэхналагічнага паляпшэння. Мы пастаянна ўводзім міжнародныя перадавыя тэхналогіі, адначасова праводзячы незалежныя інавацыйныя тэхналагічныя паляпшэнні. Мы стварылі сумесныя лабараторыі ў суправацы з даследчымі інстытутамі, такімі як Шанхайскі хімічны інстытут па вывучэнні рэактараў для аміяку і Усходне-Кітайскі ўніверсітэт навукі і тэхналогій. Гэтыя лабараторыі прысвечаны забеспячэнню кліентаў самай канкурэнтаздольнай прадукцыяй і рашэннямі.
Як кампанія, якая паспяхова была ўключана ў котыравальны спіс, мы маём стабільную фінансавую падтрымку развіцця рэактараў для аміяку. Мы будзем прытрымлівацца рыначнай філасофіі і працягнем пашыраць інавацыйнасць прадукцыі, каб ствараць каштоўнасць для нашых кліентаў і супрацоўнікаў.
Мы прапануем шэраг рэактараў для аміяку, у тым ліку шкляную посуду, а таксама абсталяванне для кантролю тэмпературы, правядзення рэакцый і дыстыляцыі. Нашы вырабы распрацаваны з улікам патрэбаў розных галін прамысловасці. З дапамогай сеткі сервісных цэнтраў мы прапануем кліентам навуковыя камплексныя паслугі і вырабы, якія забяспечваюць хуткую тэхнічную падтрымку пасля продажу на ўсім працягу эксплуатацыі.
Нашы вырабы выкарыстоўваюцца вядомымі карпарацыямі ў галіне рэактараў для аміяку ў больш чым 100 краінах і рэгіёнах па ўсім свеце, што забяспечвае ім шырокую прызнанасць і давер. Мы камітаваныя ўдасканальваць нашы вырабы і паслугі ў адказ на адгукі кліентаў.
Рэактар аміяку Працоўныя вобласці рэактара аміяку разнообразныя і ўключаюць:
Вырабленьне дабрава - аміяк важны для азатнага дабрава, і карыстанне рэактарамі аміяку дапамагае ў перапрацоўцы яго вырабу, каб зашчаджваць час і грошы.
Вырабленьне лек ва - Аміяк выкарыстоўваецца ў промысловасці для выработкі некалькіх лек ва, як рэакторы аміяку працуюць у высоцкіх станах аксідацыі, забяспечваючы цалкамыя якасці з мінімальнымі ўзроўнямі нячыстынь і шансаў на забрудненне.
Працэсы промыславай індустрыі: Аміяк выкарыстоўваецца ў розных промысловых аперацыях, уключна ў халадніцтве, чысцэнні воды і металургіі. Реактары аміяку можна ўдапасаваць для павелічэння эфектыўнасці і зменшэння некаторых затрат, якія ўтрымаюцца ў гэтых працэсах.

 EN
EN
 AR
AR
 BG
BG
 HR
HR
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 UK
UK
 HU
HU
 TH
TH
 TR
TR
 GA
GA
 BE
BE
 BN
BN